 High
High Что такое 3d-принтер
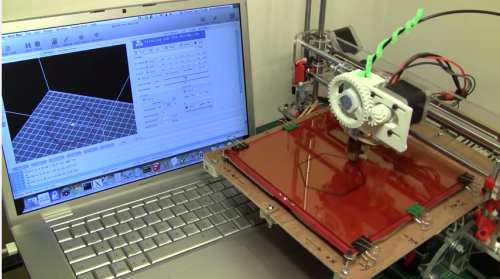
3D-принтер — это периферийное устройство, использующее метод послойного создания физического объекта по цифровой 3D-модели. В зарубежной литературе данный тип устройств также именуют фабберами, а процесс трехмерной печати — быстрым прототипированием (Rapid Prototyping).
Технология
3D-печать может осуществляться разными способами и с использованием различных материалов, но в основе любого из них лежит принцип послойного создания (выращивания) твёрдого объекта.
Технологии, применяемые для создания слоев
Лазерная:
- Лазерная стереолитография — ультрафиолетовый лазер постепенно, пиксель за пикселем, засвечивает жидкий фотополимер, либо фотополимер засвечивается ультрафиолетовой лампой через фотошаблон, меняющийся с новым слоем. При этом жидкий полимер затвердевает и превращается в достаточно прочный пластик.
- Лазерное сплавление (англ. melting) — при этом лазер сплавляет порошок из металла или пластика, слой за слоем, в контур будущей детали.
- Ламинирование — деталь создаётся из большого количества слоёв рабочего материала, которые постепенно накладываются друг на друга и склеиваются, при этом лазер вырезает в каждом контуре сечения будущей детали.
- Застывание материала при охлаждении — раздаточная головка выдавливает на охлаждаемую платформу-основу капли разогретого термопластика. Капли быстро застывают и слипаются друг с другом, формируя слои будущего объекта.
- Полимеризация фотополимерного пластика под действием ультрафиолетовой лампы — способ похож на предыдущий, но пластик твердеет под действием ультрафиолета.
- Склеивание или спекание порошкообразного материала — похоже на лазерное спекание, только порошковая основа (подчас на основе измельчённой бумаги или целлюлозы) склеивается жидким (иногда клеющим) веществом, поступающим из струйной головки. При этом можно воспроизвести окраску детали, используя вещества различных цветов. Существуют образцы 3D-принтеров, использующих головки струйных принтеров.
- Густые керамические смеси тоже применяются в качестве самоотверждаемого материала для 3D-печати крупных архитектурных моделей.
- Биопринтеры — ранние экспериментальные установки, в которых печать 3D-структуры будущего объекта (органа для пересадки) производится каплями, содержащими живые клетки. Далее деление, рост и модификации клеток обеспечивает окончательное формирование объекта.
- Декартова, когда в конструкции используются три взаимно-перпендикулярные направляющие, вдоль каждой из которых двигается либо печатающая головка, либо основание модели.
- При помощи трёх параллелограммов, когда три радиально-симметрично расположенных двигателя согласованно смещают основания трёх параллелограммов, прикреплённых к печатающей головке (см. статью Дельта-робот).
- Автономная, когда печатающая головка размещена на собственном шасси, и эта конструкция передвигается целиком за счёт какого-либо движителя, приводящего шасси в движение.
- Ручная, когда печатающая головка выполнена в виде ручки/карандаша, и пользователь сам подносит её в то место пространства, куда считает нужным добавить выделяемый из наконечника быстро затвердевающий материал. Назван такой прибор «3D-ручка», и к 3D-принтерам может быть отнесён с известной натяжкой. Существуют варианты с использованием термополимера, застывающего при охлаждении, и с использованием фотополимера, отверждаемого ультрафиолетом.
- Лазерная стереолитография (англ. laser stereolithography, SLA) — объект формируется из специального жидкого фотополимера, затвердевающего под действием лазерного излучения (или излучения ртутных ламп). При этом лазерное излучение формирует на поверхности текущий слой разрабатываемого объекта, после чего объект погружается в фотополимер на толщину одного слоя, чтобы лазер мог приступить к формированию следующего слоя.
- Селективное лазерное спекание (англ. selective laser sintering, SLS) (также англ. Direct metal laser sintering — DMLS) — объект формируется из плавкого порошкового материала (пластик, металл) путём его плавления под действием лазерного излучения. Порошкообразный материал наносится на платформу тонким равномерным слоем (обычно специальным выравнивающим валиком), после чего лазерное излучение формирует на поверхности текущий слой разрабатываемого объекта. Затем платформа опускается на толщину одного слоя и на неё вновь наносится порошкообразный материал. Данная технология не нуждается в поддерживающих структурах «висящих в воздухе» элементов разрабатываемого объекта за счёт заполнения пустот порошком. Для уменьшения необходимой для спекания энергии температура рабочей камеры обычно поддерживается на уровне чуть ниже точки плавления рабочего материала, а для предотвращения окисления процесс проходит в бескислородной среде.
- Электронно-лучевая плавка — аналогична технологиям SLS/DMLS, только здесь объект формируется путём плавления металлического порошка электронным лучом в вакууме.
- Моделирование методом наплавления — объект формируется путём послойной укладки расплавленной нити из плавкого рабочего материала (пластик, металл, воск). Рабочий материал подаётся в экструзионную головку, которая выдавливает на охлаждаемую платформу тонкую нить расплавленного материала, формируя таким образом текущий слой разрабатываемого объекта. Далее платформа опускается на толщину одного слоя, чтобы можно было нанести следующий слой. Часто в данной технологии участвуют две рабочие головки — одна выдавливает на платформу рабочий материал, другая — материал поддержки.
- Изготовление объектов с использованием ламинирования (англ. laminated object manufacturing, LOM) — объект формируется послойным склеиванием (нагревом, давлением) тонких плёнок рабочего материала с вырезанием (с помощью лазерного луча или режущего инструмента) соответствующих контуров на каждом слое. За счет отсутствия пустот данная технология не нуждается в поддерживающих структурах «висящих в воздухе» элементов разрабатываемого объекта, однако, удаление лишнего материала (обычно его разделяют на мелкие кусочки) в некоторых ситуациях может вызывать затруднения.
- Для быстрого прототипирования, то есть быстрого изготовления прототипов моделей и объектов для дальнейшей доводки. Уже на этапе проектирования можно кардинальным образом изменить конструкцию узла или объекта в целом. В инженерии такой подход способен существенно снизить затраты в производстве и освоении новой продукции.
- Для быстрого производства — изготовление готовых деталей из материалов, поддерживаемых 3D-принтерами. Это отличное решение для мелкосерийного производства.
- Изготовление моделей и форм для литейного производства.
- Конструкция из прозрачного материала позволяет увидеть работу механизма «изнутри», что в частности было использовано инженерами Porsche при изучении тока масла в трансмиссии автомобиля ещё при разработке.
- Производство различных мелочей в домашних условиях.
- Производство сложных, массивных, прочных и недорогих систем. Например, беспилотный самолёт Polecat[en] компании Lockheed, большая часть деталей которого была изготовлена методом скоростной трёхмерной печати.
- Разработки университета Миссури, позволяющие наносить на специальный био-гель сгустки клеток заданного типа. Развитие данной технологии — выращивание полноценных органов.
- В медицине, при протезировании и производстве имплантатов (фрагменты скелета, черепа, костей, хрящевые ткани). Ведутся эксперименты по печати донорских органов. Также, для производства медикаментов. FDA одобрило таблетку, производимую с помощью 3D-печати.
- В медицине, Американское управление по санитарному надзору за качеством пищевых продуктов и медикаментов (Food and Drug Administration – FDA) в 2015 году одобрило производство таблетки с помощью 3D-печати. Новое лекарство Spritam разработано компаний Aprecia Pharmaceuticals и предназначено для контроля судорожных приступов при эпилепсии. Компания планирует вывести Spritam на рынок в первом квартале 2016 года.
- Для строительства зданий и сооружений.
- Для создания компонентов оружия (Defense Distributed). Существуют эксперименты по печати оружия целиком.
- Производства корпусов экспериментальной техники (автомобили, телефоны, радио-электронное оборудование).
- Пищевое производство.
Струйная:
Также применяются различные технологии позиционирования печатающей головки:
Существующие технологии
Применение технологии
Приложения
После создания 3D-модели используются САПР-системы, поддерживающие управление 3D-печатью. В большинстве случаев для печати используют формат файла STL. Практически все принтеры имеют свой собственный софт для управления печатью, причём часть — коммерческие, часть с открытым исходным кодом. Например, 3D-принтер Picaso Builder — программа Polygon, 3DTouch — Axon 2, MakerBot — MakerWare, Ultimaker — Cura.
Самовоспроизведение
Некоторые недорогие 3D-принтеры могут распечатывать часть собственных деталей. Один из первых подобных проектов — RepRap (реализуется английскими конструкторами из университета Бата), который производит более половины собственных деталей. Проект представляет собой разработку с общедоступными наработками и вся информация о конструкции распространяется по условиям лицензии GNU General Public License. Ярким активистом движения 3D-печати и этого сообщества можно с полной уверенностью считать молодого изобретателя из Чехии, Джозефа Пруза, в честь которого была даже названа одна из самых известных моделей трёхмерного принтера — «Mendel Prusa».
3D-печать оружия
В 2012 году сетевая организация Defense Distributed анонсировала планы «разработать работающий пластмассовый пистолет, который любой человек сможет скачать и напечатать на 3D-принтере». В мае 2013 года они закончили разработку, а вскоре после этого Государственный департамент США потребовал удалить инструкции с веб-сайта.
21 ноября 2013 года в Филадельфии (США) был принят закон, запрещающий изготовление огнестрельного оружия с помощью 3D-принтеров.
В Великобритании нелегальны производство, продажа, приобретение и владение оружием, напечатанным на 3D-принтере.
